|
제품 상세 정보:
|
|
| 원래 장소: | 중국 광둥성 |
|---|---|
| 브랜드 이름: | Dolphin |
| 모델 번호: | dh-24 |
|
결제 및 배송 조건:
|
|
| 최소 주문 수량: | 협상 |
| 가격: | negotiable |
| 포장 세부 사항: | 진주면 + 종이 상자, 6 미터 길이 |
| 배달 시간: | 15-21 작업 일 |
| 지불 조건: | T/T, L/C, D/A, D/P |
| 공급 능력: | 주당 500000 킬로그램/킬로그램 |
|
상세 정보 |
|||
| 재료: | 6063 알루미늄 합금 | 성질: | T3-T8 |
|---|---|---|---|
| 모양: | 맞춤형, t 모양, 열 장벽, 직사각형, 평면, 정사각형 등 | 색상: | 샤이니 그레이, 화이트, 블랙, 크림, 베이지, 브라운 |
| 애플리케이션: | 알루미늄 창틀 시스템 | 표면 처리: | 분말 코팅, 빛나는 분말 코팅, 고광택 분말 코팅 등 |
| 처리 서비스: | 벤딩, 디코일링, 용접, 펀칭, 커팅 | ||
| 강조하다: | 2.7g/Cm3 여닫이 창 프로필,T3 여닫이 창 창 프로필,T3 도어 프레임 압출 |
||
제품 설명
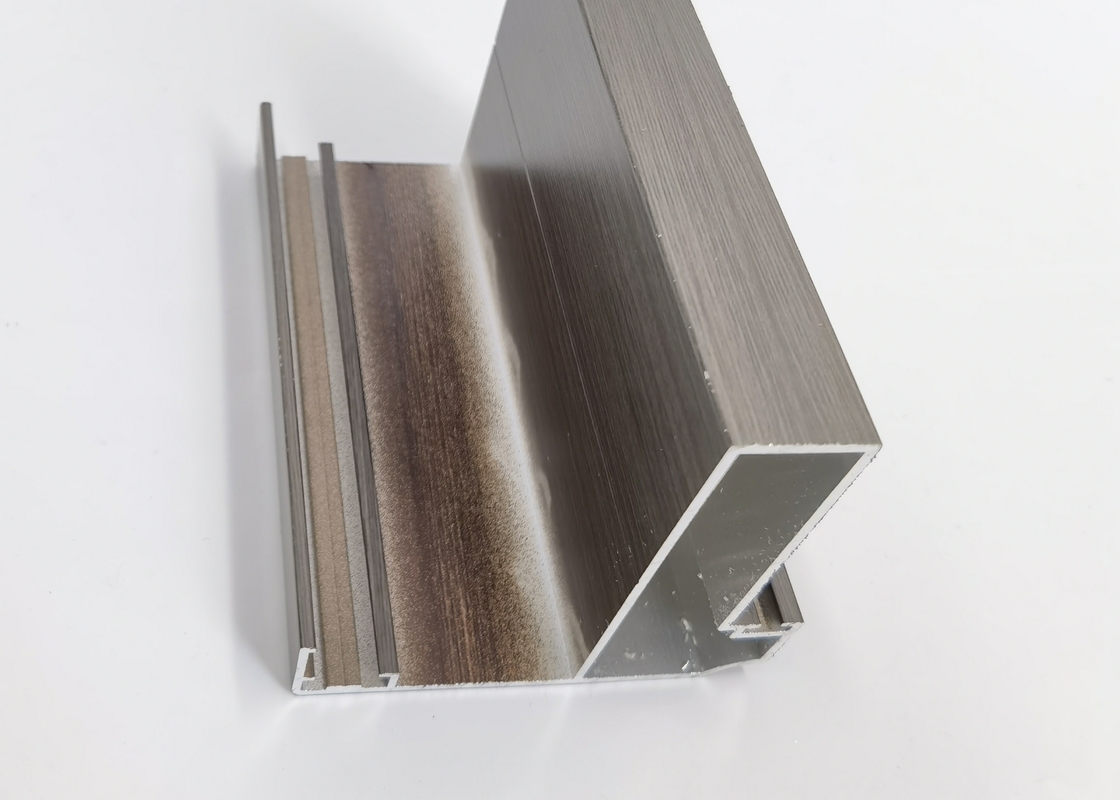
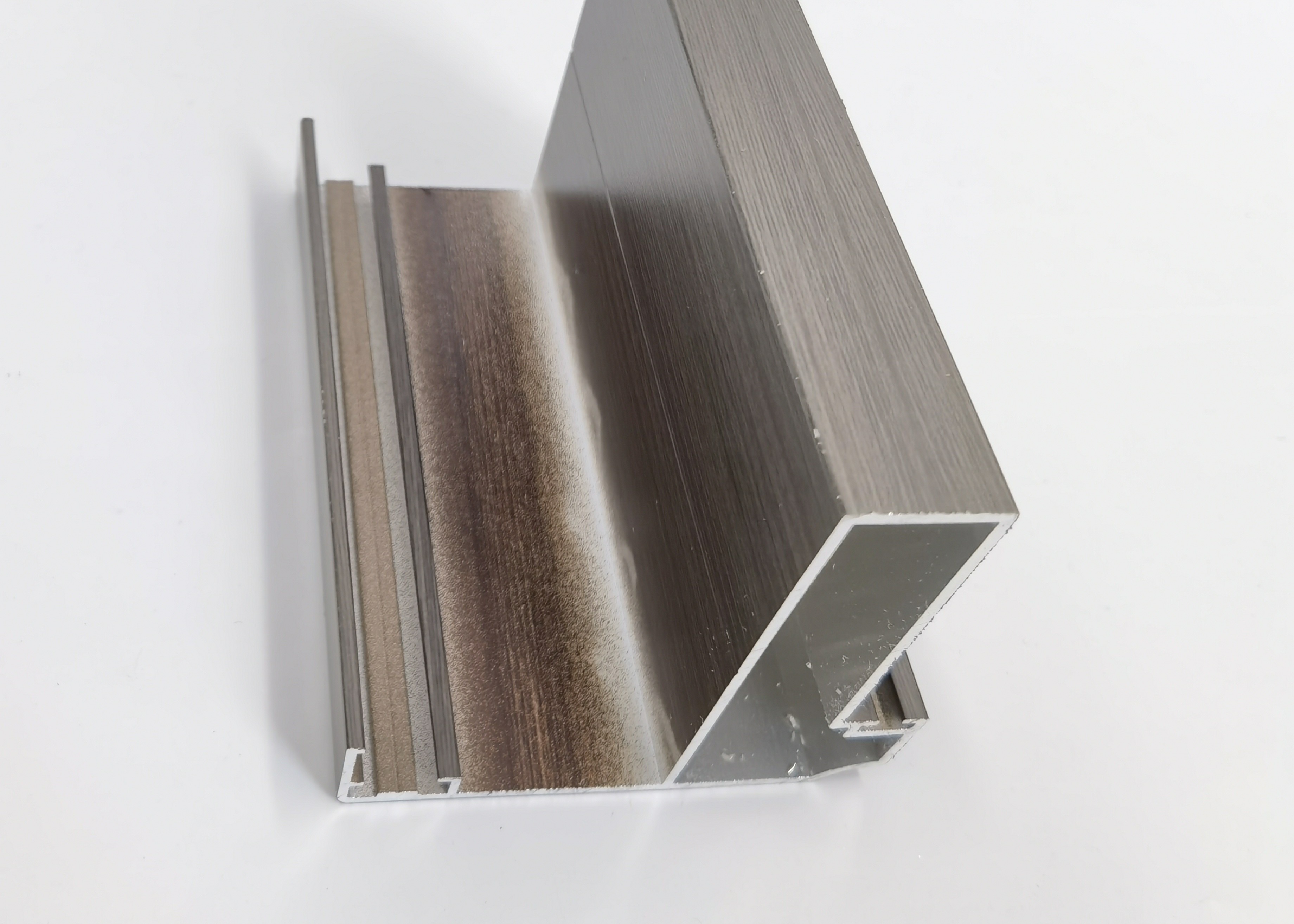
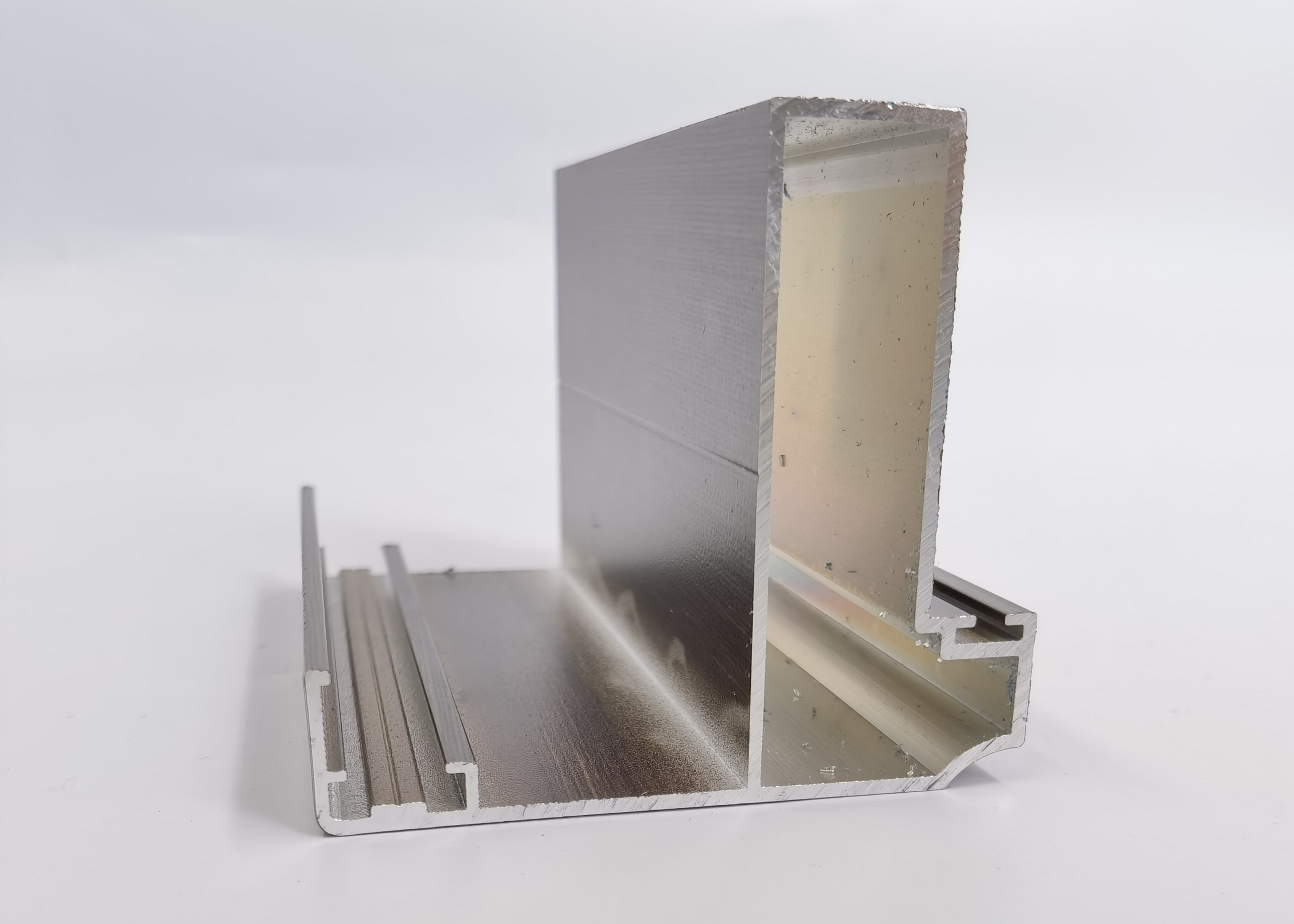
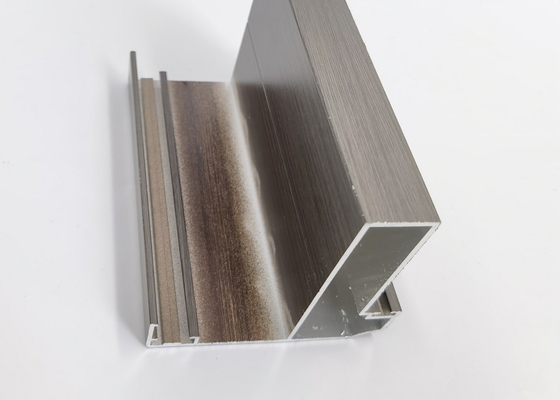
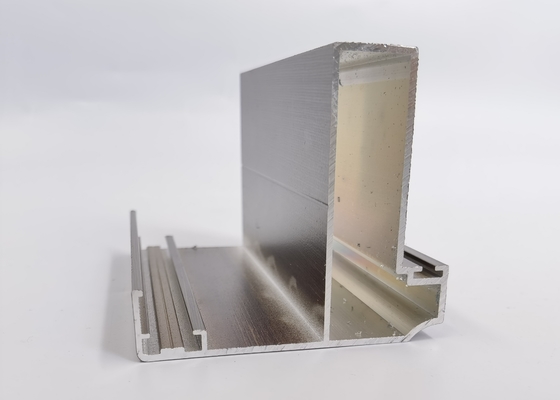
2.7g/Cm3 여닫이 창 프로필 튼튼한 문틀 밀어남
여닫이 창 프로필 내구성 도어 프레임 큰 커피 커버 장식 알루미늄 프로필 실내
| 설명 | 6063 건축 훈장 물자 창틀을 위한 빛나는 회색 분말 입히는 알루미늄 밀어남 |
| 재료 두께(t) | 0.8-2.0mm |
| 재료 | 알루미늄 합금 6063 |
| 어닐링 처리 | T3-T8 |
| 색상 | 회색, 흰색, 검정, 크림색, 베이지색, 갈색 등 |
| 표면 처리 | 분말 코팅, 빛나는 분말 코팅, 고광택 분말 코팅 등 |
| 모양 | 정사각형, 원형, 평면, 타원형 및 고객의 그림에 따라. |
| 길이 | 일반 길이 = 6m 또는 고객 주문 |
| 용법 | 건물, 생산 라인, 장식, 산업, 운송, 문 및 창 등 |
| 패키지 | 1. 각 프로필에 대한 진주 면 폼; 2. 수축 필름으로 포장하십시오. 3. 고객 요청에 따라 포장합니다. |
| 장점/특징 | 다양한 메카니컬로 다채로운 제품 제공 모든 종류의 건축 양식을 적용하는 공연 |
내식성
알루미늄 프로파일의 밀도는 강철, 구리 또는 황동(각각 7.83g/cm3 및 8.93g/cm3)의 약 1/3인 2.7g/cm3에 불과합니다.알루미늄은 공기, 물(또는 염수), 석유화학제품 및 많은 화학 시스템을 포함한 대부분의 환경 조건에서 우수한 내식성을 나타냅니다.
전도도
알루미늄 프로파일은 우수한 전도성으로 인해 종종 선택됩니다.동일한 무게 기준으로 알루미늄의 전도도는 구리의 전도도의 거의 1/2입니다.
열 전도성
알루미늄 합금의 열전도율은 구리의 약 50-60%로 자동차의 열교환기, 증발기, 난방 기구, 조리 기구, 실린더 헤드 및 라디에이터의 제조에 유리합니다.
비강자성
알루미늄 프로파일은 전기 및 전자 산업에서 중요한 특징인 비강자성입니다.알루미늄 프로파일은 자체 점화되지 않으므로 가연성 및 폭발성 물질을 취급하거나 접촉하는 용도에 중요합니다.
가공성
알루미늄 프로파일의 가공성이 우수합니다.모든 종류의 단조 및 주조 알루미늄 합금과 이러한 합금 생산 후의 다양한 상태에서 가공 특성이 크게 변하므로 특수 공작 기계 또는 기술이 필요합니다.
성형성
특정 인장 강도, 항복 강도, 연성 및 해당 가공 경화율은 허용 변형의 변화를 제어합니다.
재활용성
알루미늄은 재활용률이 높으며 재활용 알루미늄의 특성은 1차 알루미늄의 특성과 거의 동일합니다.
알루미늄 프로파일의 경우 표면 스프레이를 수행해야 합니다.세 가지 주요 스프레이 방법이 있습니다.
1. 알루미늄 프로파일 용 Ω 회전 디스크의 탄화 플루오르 스프레이 : 먼저 공작물 모드가 생산 라인에 배치 된 다음 Ω 회전 디스크가 자동 정전기 스프레이 프라이머에 사용될 때까지 예비 처리가 수행 된 다음 프라이머 수평을 맞춘 후 Ω 로터리 디스크를 이용하여 상도의 자동 정전분사 후 마무리도장을 정전자동분사 마무리 도료에 도포한 후 레벨링 커버를 도포하여 마무리한 후 건조될 때까지 자연 냉각 공작물이 생산 라인에서 제거됩니다.
2. 알루미늄 프로파일 매트릭스의 수직 정전기 스프레이 : 먼저 공작물을 생산 라인에 올려 예비 처리 한 다음 프라이머에 Ω 로터리 디스크를 뿌린 다음 프라이머를 수평을 유지합니다.그런 다음 정전 스프레이 건에 의해 탑 코트가 자동으로 스프레이 된 다음 평면 페인트가 흐릅니다.그런 다음 정전 스프레이 건에 의해 마무리 도료가 자동으로 분사되고 마무리 도료가 수평을 맞춘 후 마무리 도료가 건조되고 자연스러워집니다. 공작물이 생산 라인에서 제거될 때까지 냉각됩니다.
3. 알루미늄 프로파일 정전기 스프레이 건 탄화 수소 스프레이 : 먼저 공작물을 생산 라인에 배치 한 다음 예비 처리를 수행하여 자동 정전기 스프레이 프라이머를 얻고 정전기 스프레이 건 또는 회전 컵을 사용하여 스프레이합니다.그런 다음 프라이머가 수평을 이룰 때까지 기다렸다가 자급식 정전 스프레이 표면에 페인트를 스프레이 한 다음 정전 스프레이 건을 사용하여 탑 코트 레벨링을 수행 한 다음 정전 스프레이 건을 사용하여 자동으로 마무리 페인트를 스프레이합니다.가공물이 생산 라인에서 제거될 때까지 마감 도료가 수평을 이루고 고체 상태로 변하고 자연 냉각될 때까지 기다리십시오.
| 설명 | 6063 건축 훈장 물자 창틀을 위한 빛나는 회색 분말 입히는 알루미늄 밀어남 |
| 재료 두께(t) | 0.8-2.0mm |
| 재료 | 알루미늄 합금 6063 |
| 어닐링 처리 | T3-T8 |
| 색상 | 회색, 흰색, 검정, 크림색, 베이지색, 갈색 등 |
| 표면 처리 | 분말 코팅, 빛나는 분말 코팅, 고광택 분말 코팅 등 |
| 모양 | 정사각형, 원형, 평면, 타원형 및 고객의 그림에 따라. |
| 길이 | 일반 길이 = 6m 또는 고객 주문 |
| 용법 | 건물, 생산 라인, 장식, 산업, 운송, 문 및 창 등 |
| 패키지 | 1. 각 프로필에 대한 진주 면 폼; 2. 수축 필름으로 포장하십시오. 3. 고객 요청에 따라 포장합니다. |
| 장점/특징 | 다양한 메카니컬로 다채로운 제품 제공 모든 종류의 건축 양식을 적용하는 공연 |
내식성
알루미늄 프로파일의 밀도는 강철, 구리 또는 황동(각각 7.83g/cm3 및 8.93g/cm3)의 약 1/3인 2.7g/cm3에 불과합니다.알루미늄은 공기, 물(또는 염수), 석유화학제품 및 많은 화학 시스템을 포함한 대부분의 환경 조건에서 우수한 내식성을 나타냅니다.
전도도
알루미늄 프로파일은 우수한 전도성으로 인해 종종 선택됩니다.동일한 무게 기준으로 알루미늄의 전도도는 구리의 전도도의 거의 1/2입니다.
열 전도성
알루미늄 합금의 열전도율은 구리의 약 50-60%로 자동차의 열교환기, 증발기, 난방 기구, 조리 기구, 실린더 헤드 및 라디에이터의 제조에 유리합니다.
비강자성
알루미늄 프로파일은 전기 및 전자 산업에서 중요한 특징인 비강자성입니다.알루미늄 프로파일은 자체 점화되지 않으므로 가연성 및 폭발성 물질을 취급하거나 접촉하는 용도에 중요합니다.
가공성
알루미늄 프로파일의 가공성이 우수합니다.모든 종류의 단조 및 주조 알루미늄 합금과 이러한 합금 생산 후의 다양한 상태에서 가공 특성이 크게 변하므로 특수 공작 기계 또는 기술이 필요합니다.
성형성
특정 인장 강도, 항복 강도, 연성 및 해당 가공 경화율은 허용 변형의 변화를 제어합니다.
재활용성
알루미늄은 재활용률이 높으며 재활용 알루미늄의 특성은 1차 알루미늄의 특성과 거의 동일합니다.
알루미늄 프로파일의 경우 표면 스프레이를 수행해야 합니다.세 가지 주요 스프레이 방법이 있습니다.
1. 알루미늄 프로파일 용 Ω 회전 디스크의 탄화 플루오르 스프레이 : 먼저 공작물 모드가 생산 라인에 배치 된 다음 Ω 회전 디스크가 자동 정전기 스프레이 프라이머에 사용될 때까지 예비 처리가 수행 된 다음 프라이머 수평을 맞춘 후 Ω 로터리 디스크를 이용하여 상도의 자동 정전분사 후 마무리도장을 정전자동분사 마무리 도료에 도포한 후 레벨링 커버를 도포하여 마무리한 후 건조될 때까지 자연 냉각 공작물이 생산 라인에서 제거됩니다.
2. 알루미늄 프로파일 매트릭스의 수직 정전기 스프레이 : 먼저 공작물을 생산 라인에 올려 예비 처리 한 다음 프라이머에 Ω 로터리 디스크를 뿌린 다음 프라이머를 수평을 유지합니다.그런 다음 정전 스프레이 건에 의해 탑 코트가 자동으로 스프레이 된 다음 평면 페인트가 흐릅니다.그런 다음 정전 스프레이 건에 의해 마무리 도료가 자동으로 분사되고 마무리 도료가 수평을 맞춘 후 마무리 도료가 건조되고 자연스러워집니다. 공작물이 생산 라인에서 제거될 때까지 냉각됩니다.
3. 알루미늄 프로파일 정전기 스프레이 건 탄화 수소 스프레이 : 먼저 공작물을 생산 라인에 배치 한 다음 예비 처리를 수행하여 자동 정전기 스프레이 프라이머를 얻고 정전기 스프레이 건 또는 회전 컵을 사용하여 스프레이합니다.그런 다음 프라이머가 수평을 이룰 때까지 기다렸다가 자급식 정전 스프레이 표면에 페인트를 스프레이 한 다음 정전 스프레이 건을 사용하여 탑 코트 레벨링을 수행 한 다음 정전 스프레이 건을 사용하여 자동으로 마무리 페인트를 스프레이합니다.가공물이 생산 라인에서 제거될 때까지 마감 도료가 수평을 이루고 고체 상태로 변하고 자연 냉각될 때까지 기다리십시오.
우리 회사를 방문에 오신 것을 환영합니다!
저희를 선택하고 저희에게 연락하십시오!
당신의 메시지에 들어가십시오
보안 --- 효율적입니다 --- 고급 품질 --- 표준
| Foshan Dolphin Metal Products Co.,LTD |
| No.3-3, Shaer 산업 지역, Shinanshapu 마을, Shishan 마을, Nanha i 지구, Foshan시, Guangdong성, 중국 |
| 86--18924871940 |
| daisyzhou@fsdolphin.com |